
How To Make A SlipJoint Pocketknife
By Chris Crawford (October, 2001)
PLEASE NOTE: Many of my knifemaking methods have changed since writing this tutorial. To see my latest methods, please check out the DVDs Basic Slipjoints and Intermediate Slipjoints.
Page 9


Place a 1/16 inch brass pin through the small hole in the liner and clip it off. Do this at each end of each liner. I usually leave the exposed length of the pins about twice as long as the pins width. Take the flat face of a ball-peen hammer and give each of the pins a good smack. Make sure the pins are in the center, and take care not to hit the surface of the bone. This smack with the hammer will make the pins swell in the holes so that they will stay in place as we grind them down.


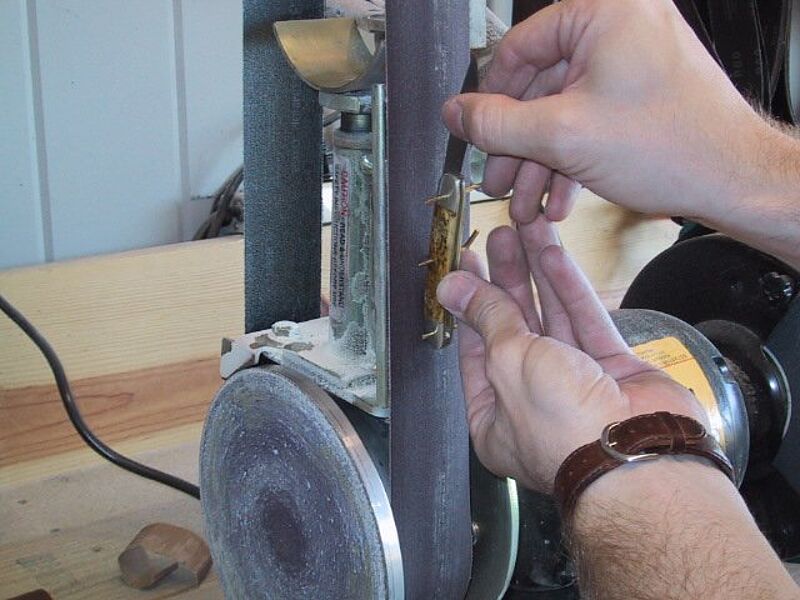
Take the side of the knife to the disk grinder and grind the edges of the pins down to about ½ as long as the pin is wide. Be careful not to let the disk hit the bone or the inside of the liner. With the peen end if the hammer, gently peen the ends of the pin down. The secret here is to go slow and easy. I usually start off by peening the top surface. Then, as I peen the bottom surface, the peening will usually pull the head of the pin on the top surface nice and tight. Once you get the pins peened, flat sand the bottom of the liners to flatten the pin heads and to remove any super glue or scratches.


Put the knife back together and grind the outside edges down for the last time. What you want to do here is grind the liner, bolsters, bone, spring, and blade down flush with each other. I do this on a 320 grit belt. Make sure that the ends of the knife are rounded nice and smooth. You will have to remove the blade to grind the blade end of the knife. Take the knife apart and flat sand all parts to remove any burs. We now need to sand the outside of the spring and the top of the blade. Clamp these parts up in the vice and sand them smooth as seen in the second two pictures.


Put the knife together again and make sure that everything fits up and works correctly. Use nickel silver pins through the bolsters, and use a brass pin through the center of the spring. Cut the pins off as we did earlier, but you don’t have to smack these pins with the hammer yet. The pins will stay in place because of the load on the spring. Take the knife to the disk grinder and grind the pins down to a length of about ½ of the pin’s width. Peen the back and center pin down as we did earlier, but DO NOT peen the blade’s pivot pin at this time. Make sure that the bolster pin is peened well and that it completely fills its hole. When we later sand the bolster pins down, you should not be able to see the pin at all.


Let me start off by explaining what’s in this next picture. The small piece of metal to the right is a razor blade that has been broken in half, and I ground a small cutout into the end of the edge side. The two metal pieces in the center are scrap pieces that I use as wedges. Take the razor blade and work it in between the blade and the liner. Fit the cutout around the pivot pin, but try not to get the razor between the liner and the spring. The razor will keep us from peening the knife together and wedging the blade to where it will not open or close. Put the wedges in between the liners to keep the liners from closing up as we peen the blade in. Peen this pin like we did the other bolster. When finished, remove the wedges and the razor. The razor will be hard to remove, so be careful. I usually have to use pliers to remove it while I work the blade back and forth.


Use a high grit belt to grind the pins down and smooth up the bolsters. If the pins were peened correctly, you should not be able to see the bolster pins at all after you finish grinding them. Grind the bone so that it’s rounded and has a smooth transition between it and the bolsters. The brass pins in the bone can also be ground down smooth if desired. When you are finished grinding, take a small file and round off all of the knife’s edges. (Blade excluded.)
Copyright © 2025 Chris Crawford Knives
109 Bridle Cove, Saltillo, MS 38866


